Abstract
As the number of new drug candidates that are poorly soluble in water grows, new technologies that enable the enhancement of their solubility are needed. This is the case with amorphous solid dispersions (ASDs) that, nowadays, not only ensure the solubility, but can also be used to control the release rate of poorly soluble drugs. However, this dosage form must overcome the major disadvantage of ASDs, which is limited stability upon storage. Thus, a thorough knowledge on polymeric carriers that can enhance drug solubility while ensuring stability in the amorphous form is necessary. In this review, the state of the art in the application of Kollidon® VA 64 (copovidone) and Soluplus® (graft copolymer of polyvinyl caprolactam-polyvinyl acetate and poly(ethylene glycol) (PEG)) in the manufacturing of ASDs over the last 20 years is presented. Apart from the classical methods, namely solvent evaporation or melting, more advanced technologies such as pulse combustion drying, high-speed electrospinning and single-step 3D printing are described. It has been shown that both the dissolution rate (in vitro) and enhancement in bioavailability (in vivo) regarding poorly soluble active ingredients of natural or synthetic origin are possible using these matrix-forming polymers.
Key words (in English): solid dispersions, spray drying, hot-melt extrusion, copovidone, Soluplus
Streszczenie
Wraz ze zwiększaniem się liczby nowych substancji leczniczych, które charakteryzują się ograniczoną rozpuszczalnością w wodzie, optymalizowane są nowe technologie, które umożliwiają poprawę ich rozpuszczalności. Jedną z metod jest opracowanie amorficznych stałych rozproszeń (amorphous solid dispersions (ASDs)), dzięki którym można obecnie uzyskać nie tylko poprawę rozpuszczalności, ale również kontrolę szybkości uwalniania trudno rozpuszczalnych substancji leczniczych z finalnych postaci leków. Taka strategia musi jednak równocześnie gwarantować stabilność ASDs podczas przechowywania. Konieczna jest zatem dogłębna znajomość właściwości nośników polimerowych stosowanych w procesie ich wytwarzania. W niniejszym artykule przedstawiono aktualny stan wiedzy w zakresie zastosowania dwóch nośników do sporządzania ASDs – analizowane były Kollidon® VA 64 (kopowidon) i Soluplus® (kopolimer glikolu polietylenowego, winylokaprolaktamu i octanu winylu). Oprócz klasycznych metod otrzymywania ASDs, takich jak odparowanie rozpuszczalnika lub stapianie, opisano bardziej zaawansowane technologie, np. suszenie z zastosowaniem spalania pulsacyjnego, elektroprzędzenie oraz jednoetapowy druk 3D. Wykazano, że dla trudno rozpuszczalnych substancji czynnych pochodzenia naturalnego lub syntetycznego zwiększenie szybkości rozpuszczania w warunkach in vitro i biodostępności w warunkach in vivo jest możliwe przy użyciu tych polimerów.
Słowa kluczowe: suszenie rozpyłowe, ekstruzja topliwa, stałe rozproszenia, kopowidon, Soluplus
Introduction
Nowadays, about 40% of drugs used in pharmacotherapy and 90% of new chemical entities (NCEs) being developed are poorly soluble in water.1 If the drug does not dissolve in the gastrointestinal aqueous environment, its absorption after oral administration can be limited. Even though NCEs often show promising properties in vitro when organic solvents are used, they ultimately have no clinical application. To solve this problem, the production of amorphous solid dispersions (ASDs) was proposed and this approach has attracted growing attention over recent years.
Amorphous solid dispersions are defined as molecular mixtures of poorly water-soluble drugs with hydrophilic carriers.2 The first report on using solid dispersions to improve bioavailability was provided in 1961 by Sekiguchi and Obi.3 Since then, they have been widely explored as a formulation strategy to improve the performance of drugs with unfavorable physicochemical properties and, consequently, limited solubility. As compared to other methods used to enhance solubility such as chemical modifications of the structure of the drug (e.g., salt or prodrug formation), performing clinical trials are not necessary. Furthermore, the modification of the chemical is not always possible, e.g., in neutral compounds that do not have easily reacting acidic or basic groups.4, 5
The preparation of solid dispersions enables the reduction of drug particle size, improves the wettability of hydrophobic particles, and transforms the ordered crystalline drug structure into a disordered metastable amorphous form with better solubility. In addition to enhanced solubility and bioavailability, the advantage of solid dispersions is that they can control the release of a drug and sometimes mask the unpleasant taste of a drug.6 On the other hand, the drawbacks of ASDs include the risk of crystal growth, phase separation or recrystallization of amorphous drugs induced by inappropriate storage temperatures or insufficient package needed to prevent exposure to humidity.5, 7, 8 Thus, a proper selection of the matrix-forming ingredients and manufacturing technologies is necessary to develop stable ASDs with properties adjusted to patient’s needs.
Taking into account the compositions that have been developed so far, they can be divided into 4 generations (Table 1).9 The 1st-generation ones are prepared by using low-molecular-weight crystalline carriers such as urea or sugars. As the system is fully crystalline, drug release can be slow, but these systems are usually stable. The 2nd-generation compositions are prepared using amorphous polymeric carriers, such as polyvinylpyrrolidone (PVP), poly(ethylene glycol) (PEG) and cellulose derivatives. If possible, a poorly soluble drug and a carrier should be mixed at the molecular level.5 The 3rd-generation solid dispersions are prepared with the use of surface active agents and self-emulsifiers. These allow for the chemical and physical stability of the final formulation and can enhance the drug dissolution profile. In addition, the presence of a surfactant may improve the miscibility of the drug and polymer, preventing phase separation. The plasticizing effect of surfactants may also give the opportunity to lower the temperature of co-processing, which might be helpful in avoiding the chemical degradation of compounds. Finally, the 4th-generation solid dispersions are known as controlled-release solid dispersions. The carriers used to form these generations can be either water-insoluble or water-soluble (Table 1).5, 10 The combination of these 2 types of carriers ensures both controlled and extended release of the drugs, which is especially important for those with a short biological half-life.
The experience gathered over the last 6 decades of research on solid dispersions has clearly shown polymeric excipients to be the most successful carriers in the development of amorphous formulations. Most polymers used in pharmaceutical technology are amorphous by themselves. In solid dispersions, drugs can be either crystalline or amorphous. They can be dispersed or dissolved in the polymer matrix.9 Preferably, the amorphous drug should be dissolved in the polymer to form a solid solution. When the drug load is lower than its saturation solubility in the polymer, the system is the most stable. However, the solubility of drugs in polymers (in the solid state) is often limited. In such a case, if the drug load in the solid dispersion is higher than its solubility in the polymer, the drug may recrystallize or precipitate out of the polymer matrix. When the crystalline drug is dispersed in an amorphous polymer, Ostwald ripening can occur, resulting in the formation of big crystals with a slower dissolution rate.1
From a technological point of view, the preparation of a molecular dispersion of a drug and polymer can be challenging since de-mixing or phase separation related to recrystallization of the amorphous drug or formation of amorphous drug clusters can occur. Therefore, polymers of either natural or synthetic origin are co-processed with drugs using various technologies.1 To increase the stability of the amorphous form, the glass transition temperature (Tg) of the polymer should be higher than that of the drug.11 There should also be an opportunity for specific interactions between the drug and polymer, e.g., hydrogen bonding.12
The first polymer used to prepare ASDs was PVP, which was applied to improve the solubility of sulfathiazole.13 This research dates back to 1969. Since then, numerous research groups have studied the suitability of PVP for the manufacturing of ASDs with many different drugs.14, 15, 16 However, the highly hygroscopic character and low Tg of PVP limits its practical use in many formulations. Thus, new copolymers or graft polymers with vinyl and pyrrolidone structures and more favorable properties than PVP were developed, e.g., copovidone. Apart from them, other polymers such as cellulose and polymethacrylate derivatives are also used to form ASDs (Table 1).17, 18, 19
In general, ASDs can be produced by 1) melting methods, e.g., hot-melt extrusion (HME), spray congealing and melt granulation; 2) solvent evaporation methods, e.g., solvent casting, spray drying and freeze drying; and 3) others, e.g., mechanical activation during milling or supercritical methods.20, 21, 22 The selection of the manufacturing method determines the solid state characteristics of ASDs, particle morphology, powder density, flow properties, moisture content, stability, and finally in vitro and in vivo performance of the drug. The technology used for processing may also govern the molecular mobility of the drug. Moreover, depending on the type of processing, different critical parameters are responsible for effective drug amorphization. In the case of spray drying, it is the rate of solvent evaporation, whereas the rate of freezing is crucial in freeze drying. The processing type may also affect the morphology of the solid particles, and hence, the dissolution rate and the stability of the ASDs. The particle shape of ASDs prepared by spray drying is usually spherical. On the other hand, the particles of freeze-dried ASDs are more irregular and typically in the shape of flakes. Therefore, the kinetics of water vapor sorption during storage and drug release from ASDs of the same composition prepared using 2 different methods may differ.23
Among the techniques mentioned above, HME and spray drying are typically used on the industrial scale.24 In contrast to spray drying, HME is a solvent-free method. However, high temperatures used for such processing may not be suitable for thermolabile drugs and drugs with high melting points, which is often the case for insoluble compounds. Moreover, a higher amount of material is necessary for HME than for spray drying, which may be problematic especially in the early phases of drug development. Grinding of homogeneous amorphous hot-melt extrudates is often necessary to obtain immediate drug release. However, such an approach may create an unstable heterogeneous formulation. Regarding, spray-dried ASDs, the presence of residual solvents may be problematic for stability and safety reasons. Additionally, low powder density, poor flowability and low yield are the most important drawbacks of spray-dried formulations.23
The application of new techniques such as electrospraying, pulse combustion spray drying and additive manufacturing (AM) methods has been proposed for preparing ASDs.23 Electrospraying enables the reduction of the particle size to nanometers and increases the specific surface area of ASDs, providing favorable dissolution properties to the final formulation. In turn, pulse combustion spray drying is used when improving the drying rate is necessary; however, the required equipment is not widely available and the process is noisy.23, 25
Limitless opportunities in designing three-dimensional (3D) objects and formulations for therapeutic applications are available regarding AM. In such process, the material is added layer upon layer to rapidly form end-use products of precisely defined geometric measurements using 3D model data.26 This approach is compatible with the personalized drug manufacturing concept and allows one to adjust not only the drug dose and release rate, but also other characteristics crucial to ensure compliance (e.g., short disintegration time).27, 28 According to the ISO/ASTM 52900 standard,26 7 categories of AM technologies have been developed taking into account the processing methodology: binder jetting, directed energy deposition, material extrusion, material jetting, powder bed fusion, sheet lamination, and vat photopolymerization. Among them, fused deposition modeling (FDM), which is based on material extrusion, is the most widely used.29 Before FDM, drug-loaded filaments (hot-melt extrudates) of high mechanical resistance need to be prepared. It could be a challenging step for thermolabile materials; therefore, 3D-printer modifications have been proposed in order to simplify ASD manufacturing of a final solid dosage form, e.g., 3D printed tablets (printlets).29, 30 Ideally, it should be possible to feed raw powdered materials (i.e., drug and matrix-forming polymers) directly into a 3D printer to co-process them using the same apparatus in a single-step process without any preliminary treatment of the powder bed or additional operations on the 3D-printed dosage form.
In order to facilitate the manufacturing of ASDs, an ideal polymeric carrier should have low hygroscopic properties and low miscibility with drugs and with other polymers. It should also have a Tg at least 40°C higher than storage conditions and proper viscoelasticity for extrusion.4 It should be freely soluble in water and low-toxic organic solvents. Such characteristics are typical of copovidone (Kollidon® VA 64) and polyvinyl caprolactam-polyvinyl acetate–PEG graft copolymer (Soluplus®), which were selected for discussion in this review.31
Kollidon® VA 64 (copovidone) as a vinylpyrrolidone copolymer for ASDs
Kollidon® VA 64 is referred to by the pharmacopoeial names copovidone, copovidonum (The European Pharmacopoeia (Ph. Eur.), The United States Pharmacopoeia-National Formulary (USP-NF)), or copolyvidone (The Japanese Pharmacopoeia (JP)). It is a copolymer composed of a chain structure of 2 monomers, namely N-vinylpyrrolidone (NVP) and vinyl acetate (VAc).32 These monomers are combined in a molar ratio of approx. 6:4 using radical polymerization. Thus, the number 64 in the trade name corresponds to the molar ratio between these monomers.
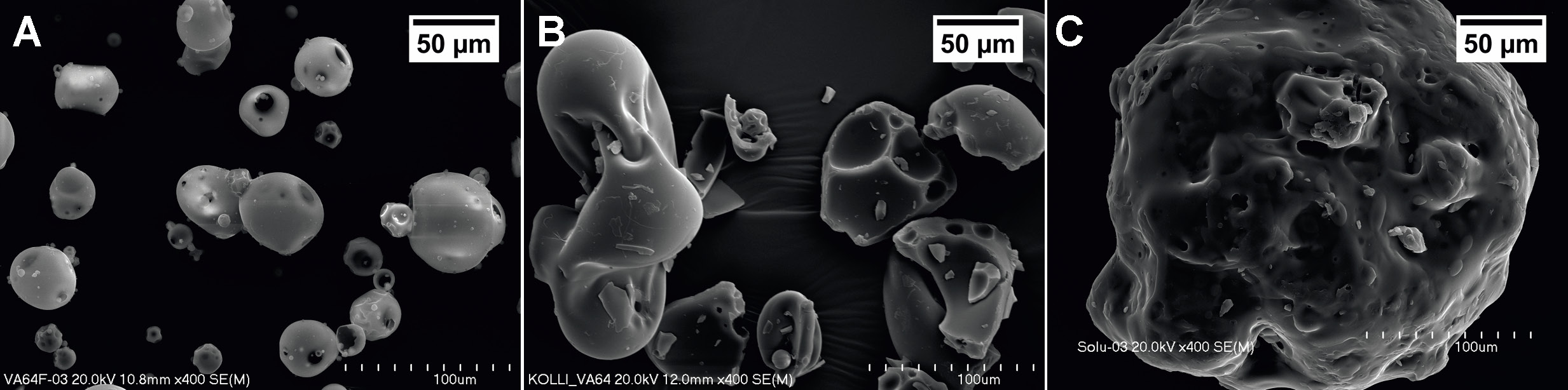
Spray-dried copovidone is a slightly yellow or white powder available in 2 commercial grades, i.e., Kollidon® VA 64 and Kollidon® VA 64 Fine (Table 2). As can be seen in Figure 1, they differ significantly in particle size and morphology. Standard grade particle sizes range between 50 μm and 250 μm and are irregular in shape. In contrast to the standard grade, the “Fine” grade has more than 80% of particles measuring less than 50 μm, and the majority of them are spherical. As a result, their applications are different (Table 2).
Copovidone is soluble in water and alcohol but less soluble in ether and aliphatic and alicyclic hydrocarbons. Due to its high solubility in various solvents and the ability to form highly concentrated aqueous solutions with low viscosity (e.g., a solution of 20% has a viscosity of only 20 mPas at 25°C), it is a suitable carrier for manufacturing of ASDs using solvent evaporation methods. Moreover, pH values do not have an impact on the viscosity of copovidone solutions. Importantly, the Tg of copovidone is high (101°C), which helps to ensure the stability of the amorphous systems during storage. This copolymer also possesses favorable thermorheological properties and high thermal stability, with a degradation temperature of 230°C. Since polymers are usually extruded at temperatures 30–50°C above their Tg, copovidone can also be used for manufacturing ASDs using this technology. Even though copovidone, due to the lack of an amphiphilic structure, is not a typical solubilizer, multiple studies have confirmed its ability to enhance the solubility of poorly soluble drugs. All of these properties, along with the ability to form solid dispersions using methods feasible on an industrial scale, have resulted in its use in numerous drug products launched onto the market over the last 2 decades (Table 3). Moreover, multiple studies carried out on a laboratory scale have shown a high potential of this polymer for the development of stable ASDs with active pharmaceutical ingredients (APIs) of synthetic and natural origin.
Mehatha et al. prepared ASDs of ezetimibe by HME using Kollidon® VA 64 as a carrier. Ezetimibe is a practically insoluble lipid-lowering compound with a melting point (Tm) of 163°C.33 It was co-processed with copovidone in 3 proportions – 1:2, 1:3 and 1:4. Before the extrusion, the drug and the carrier were mixed together in a double-cone blender. These mixtures were hot-melt-extruded in a temperature gradient distributed across 4 heating zones: 110–125–135–150°C ±10°C. The screw rotational speed was set at 100 rpm. Using diffractograms, it was confirmed that ASDs of ezetimibe in copovidone were formed regardless of the ezetimibe-to-copovidone ratio. However, the polymer load determined the concentration of ezetimibe released. The higher the polymer load, the higher amount of drug released. After 90 min, the increase in the drug release rate was roughly 4 times higher than that of the crude drug.
Sarode et al. investigated the opportunity to increase the stability of indomethacin ASDs (Tm = 160°C) using copovidone or Eudragit EPO.21 In parallel, ASDs of itraconazole (Tm = 170°C) loaded with Kollidon® VA 64 or hypromellose acetate succinate (Aquot-LF) were prepared. Both drugs were hot-melt-extruded with these polymers. First, they were mixed with the polymer in a 30:70 weight ratio. Next, HME was performed using a twin screw hot-melt extruder with 4 heating zones. Depending on the drug, the extrusion temperature and rotation speed were set at 140°C and 100 rpm for indomethacin and 150°C and 150 rpm for itraconazole. The feeding rate was set at 15 g/min. The extruded samples were placed in stability chambers for 1–12 weeks at temperatures ranging from 5°C to 50°C and relative humidity (RH) levels of 33%, 75% or 96%. In these storage conditions, copovidone was found to effectively protect amorphous indomethacin from recrystallization. After 12 weeks of storage at 50°C and 96% RH, the indomethacin release profile remained unchanged. Regarding itraconazole, the stabilizing effect of copovidone was much less pronounced. The release profile showed that phase separation, recrystallization and chemical drug degradation had occurred.
The impact of hydrophilic polymers such as poloxamer, PVP and copovidone on the solubility of sildenafil citrate in ASDs was investigated by Aldawsari et al.34 The ASDs were prepared in a drug-to-polymer ratio of 1:1 using the solvent evaporation method. Sildenafil citrate and polymer were dissolved in 60 mL of a water-ethanol mixture (1:1). The solvents were evaporated at 60°C using a rotary evaporator. The produced ASDs contained sildenafil citrate in an amorphous form. Drug release tests showed a significant increase in the drug release rate from this ASDs (100%) compared to sildenafil citrate alone (29%). Furthermore, the authors demonstrated that after the administration of sildenafil ASDs loaded with copovidone, the pharmacodynamic effect was stronger than that observed for the crude drug.
Kollidon® VA 64 was also used in the spray drying process to prepare ASDs with tadalafil.35 The drug was co-processed with the polymer in 9 proportions, in which the polymer load ranged from 10% to 90%. An acetone-water mixture (9:1) was used as a solvent. The results of powder X-ray diffraction (XRD), differential scanning calorimetry (DSC) and hot-stage polarized light microscopy revealed that the ASDs successfully formed. By annealing the binary solid dispersion (1:1) above its Tg, the thermodynamic solubility of tadalafil in copovidone was established and it was equal to 20.5% at 25°C. Based on accelerated stability studies (40°C; RH = 75%), ASDs with high loads of hygroscopic copovidone were shown to be prone to recrystallization due to the plasticizing effect of adsorbed water molecules. However, after storage at 80°C and RH = 0% for 2 months, ASDs loaded with 80% or 90% copovidone were the most stable and there was no recrystallization of amorphous tadalafil.
Xu et al. proposed the manufacturing of ASDs composed of ibuprofen and copovidone in a 1:5 weight ratio using an innovative technique of solvent evaporation known as pulse combustion drying.25 In this method, high-pressure shock waves of hot gas are created through cyclic explosions of a gaseous fuel (e.g., propane) mixed with combustion air in a combustion chamber located above the drying chamber. These high-speed waves of exhaust gases are used to atomize and then quickly evaporate solvents from tiny droplets of liquid samples fed into the drying chamber. Similarly to spray drying, solid particles are separated using a cyclone and collected in bag filters. The advantage of this method is a high rate of heat transfer due to the high compression and contraction forces induced by considerable fluctuations in pressure (±10 kPa) and velocity (±100 m/s) of the gases inside the combustion chamber.36 By developing conditions of extreme turbulence inside the drying chamber and increasing the heat transfer, the drop drying time can be shortened below 1 s. As a result, it is possible to obtain high drying yields even at relatively low temperatures (<80°C). Interestingly, pulse combustion drying can be used to dry liquids of relatively high viscosity, that is, up to 16 Pas or up to 300 mPas for suspensions or solutions, respectively. Therefore, this process can be an interesting alternative to spray drying during ASDs development.
A Hypulcon system was used to dehydrate ibuprofen suspensions in an aqueous solution of copovidone.25 The suspension was fed into the drying chamber at a rate of 8 mL/min. Drying was carried out at 65°C. The flow rate of propane and combustion air was 30–35 L/h and 900–1000 L/h, respectively. This co-processing enabled to transform crystalline ibuprofen into its amorphous form. Drug release studies showed a significant increase in ibuprofen release rates from ASDs compared to the physical mixture (PM). After 5 min, the concentration of ibuprofen released was more than 11 times higher than that recorded for the PM. For reasons of comparison, ASDs were also prepared using conventional spray drying. It was found that the spray-dried particles were much bigger, and consequently, dissolved slower than those produced by means of the Hypulcon system. From a technological point of view, the undoubted advantage of this technology is the opportunity to prepare ASDs with poorly soluble drugs without the need for organic solvents. In addition, pulse combustion drying is an environment-friendly technology because of the low emissions of exhaust gases. However, the limited access to this kind of dryer restricts the widespread use of this technology.
Looking for a technology aimed at producing ASDs on a larger scale, Nagy et al. proposed the application of high-speed electrospinning.37 Itraconazole and copovidone (6:4) were dissolved in a mixture of dichloromethane and ethanol (2:1). High-speed electrospinning was then carried out at room temperature using a voltage of 50 kV. The flow rate was 1500 mL/h and the spinneret rotational speed was set at 40,000 rpm. As a result, the obtained ASDs released more than 90% of the itraconazole within 10 min, whereas only 10% of the crude drug dissolved after 120 min. The authors showed that this technology allowed ASDs to be produced with yields as high as 450 g/h. In other solvent evaporation methods based on electrospinning, such as single-needle electrospinning, the amount of ASDs formed is much smaller, i.e., up to 6 g/h.
Recent studies by Dong et al. provided evidence that by combining hydrophilic polymers with pH modifiers, it is possible to increase the bioavailability of ionizable drugs by preparing ternary solid dispersions.38 The solid dispersion of glycyrrhetinic acid (Tm = 296°C) was loaded with copovidone and alkalizing agents, namely magnesium hydroxide, sodium carbonate, meglumine, or L-arginine. The loading of glycyrrhetinic acid ranged from 6.25% to 40%, whereas up to 30% of the alkalizing agent and 50–93.75% of the polymer were applied. All of these excipients were vacuum-dried, sieved and dry-blended to form physical mixtures. Next, they were hot-melt-extruded at 160°C. A significant increase in the amount of glycyrrhetinic acid released was observed, which was clearly related to the amorphization of the drug in the presence of copovidone and an alkalizing agent. The most favorable results were seen when meglumine or L-arginine was used. The analysis of spectra recorded using Fourier-transform infrared (FT-IR), Raman and X-ray photoelectron (XPS) spectroscopies confirmed that ion-pair complexes were formed between glycyrrhetinic acid and the alkalizing agents. Since the bonding energy is lower than that of intermolecular hydrogen bonds between the drug molecules, the solubility and release rate of glycyrrhetinic acid increased. Furthermore, intermolecular H bonds formed between the alkalizers and Kollidon® VA 64, and this process was responsible for the enhanced wettability of the hydrophobic drug particles.
Kollidon® VA 64 can also be successfully combined with surfactants to improve the solubility of poorly soluble drugs.39, 40 Vasoya et al. developed ternary solid dispersions using 5–20% carvedilol (Tm = 116°C) loaded with 60–95% of copovidone and up to 20% of the surfactant polyoxyl glyceryl-32 stearate (Acconon C-50; Abitec, Columbus, USA).39 This solid surfactant has a hydrophilic-lipophilic balance (HLB) value of 13 and a Tm of 50°C. The HME was carried out at 160°C in order to obtain homogeneous extrudates. The DSC results showed that up to 20% of the carvedilol was miscible on a molecular level with copovidone and surfactant if the surfactant load was 20%. The surfactant tended to recrystallize out of the solid dispersion, yet this did not have a negative impact on either the miscibility of carvedilol with copovidone or its release from the solid dispersion. Finally, the most favorable properties were shown in ASDs containing the highest amount of surfactant, which improved the wettability of the particles and prevented the formation of drug-rich layers on the surface of the dissolved particles.
Ternary ASDs were also developed to enhance the solubility of active ingredients of natural origin, such as those found in plant extracts. Wang et al. investigated increasing the solubility and bioavailability of standardized Ginkgo biloba leaf extract by creating ASDs in Kollidon® VA 64 and Kolliphor RH 40 (85:15).40 First, the polymers were spray-dried together, followed by the addition of 25% of the extract. This mixture was hot-melt-extruded using a temperature gradient ranging from 120°C to 125.7°C in 8 heating zones. After being cooled, the extrudates were milled to be analyzed in a powder form. The X-ray diffraction patterns of the hot-melt-extruded formulations showed a halo typical of that of the amorphous samples. In vitro studies confirmed that the release rate of the Ginkgo biloba leaf extract from ASDs was almost 2-fold higher compared to the PM and 2.7-fold higher than that of the crude Ginkgo biloba leaf extract. Furthermore, after oral administration of this solid dispersion to rats, a significant increase in plasma concentrations of the active ingredients in this extract was shown.
Soluplus®: A graft copolymer of amphiphilic properties for ASD manufacturing
In contrast to copovidone, Soluplus® is a graft copolymer composed of polyvinyl caprolactam, polyvinyl acetate and PEG 6000. These structures are combined in a 57:30:13 ratio (Table 2). The molecular weight of Soluplus® ranges from 90,000 g/mol to 140,000 g/mol, with an average molecular weight of 118,000 g/mol. Soluplus® is available in white to slightly yellow spherical granules (Figure 1C). Their average particle size (340 μm) is much larger than that of standard grade Kollidon® VA 64 (50–65 μm). The Tg of Soluplus® is 70°C, which is 30°C lower than that of copovidone. However, similar to copovidone, Soluplus® has a high thermal stability and can be heated to 220°C without any sign of degradation.41
Soluplus® is freely soluble in water, acetone, methanol, ethanol, dimethylformamide, and in binary mixtures of methanol and acetone or ethanol and acetone. When placed in water, the granules swell and then slowly dissolve. Because of the presence of a hydrophilic PEG fragment as well as a lipophilic vinylcaprolactam and VAc moiety within its structure, Soluplus® displays amphiphilic properties.42 According to data provided by Baden Aniline and Soda Factory (BASF), Soluplus® forms micelles of 70–100 nm in diameter when dispersed in a buffer with a pH of 7. The critical micelle concentration of this polymeric solubilizer is 7.6 mg/L. Because of the presence of colloidal micelles, Soluplus® forms a cloudy solution at high concentrations. The viscosity of a 20% aqueous solution of this polymer is 10 Pas at 20°C.43
In addition to its solubilizing properties, Soluplus® can also be used to enhance the intestinal absorption of poorly soluble drugs. The research on solid solutions of danazol, fenofibrate and itraconazole showed that Soluplus® was able to effectively increase drug flux across Caco-2 cell monolayers.42 In addition, these findings correlated well with the values of pharmacokinetic parameters (maximum plasma concentration (Cmax), area under the curve (AUC)).
Although there is no drug product containing the solid solutions of poorly soluble drugs in Soluplus® on the market, there has been a growing interest in the development of ASDs on a smaller scale. Initially, Soluplus® was developed as a carrier for the production of solid solutions using the HME or spray drying process.44, 45 However, in recent years, the functionality of this excipient in forming ASDs with the use of technological processes, such as high-energy ball milling or single-step 3D printing, has been described.
Liu et al. described the preparation of ASDs containing aprepitant and Soluplus® using the solvent evaporation method.46 The weight ratios of drug to Soluplus® were 1:3, 1:4, 1:5, and 1:6. These mixtures were dissolved in acetone, which was then removed by evaporation. The drug release rate of aprepitant increased with increasing Soluplus® load. After 180 min, approx. 93% of the aprepitant was released from the ASDs (1:5) at a pH of 6.6, which was much more than the amount of drug released from the PM (34%) or crude drug (23%). In vivo studies carried out in a rat model revealed that the pharmacokinetic profile recorded after oral administration of ASDs (1:5) was similar to the commercial drug product Emend®, in which the bioavailability of aprepitant was successfully enhanced using proprietary NanoCrystal® technology. The results of stability testing performed at 40°C and 60% RH confirmed that there was no recrystallization of the amorphous aprepitant for 3 months.
Some poorly soluble drugs, e.g., tadalafil, show limited solubility not only in water (<5 μg/mL) but also in organic solvents (<1%), listed in classes 2 and 3 by the International Conference on Harmonization (ICH).47 Thus, the application of the solvent evaporation method to prepare ASDs is difficult and may result in low drug loadings. As a consequence, the attempts to mechanically activate the crystalline particles of the drug using high-energy ball milling were undertaken. The unquestionable advantage of the milling process is the lack of a need for organic solvents. Due to the high hydrophobicity of tadalafil, the drug was combined with amphiphilic Soluplus® to form ASDs using high-energy ball milling.47, 48 The diffraction patterns and thermograms confirmed the amorphization of tadalafil and the creation of molecular alloys in Soluplus® by tadalafil. In drug-release studies, the amount of tadalafil dissolved from ASDs increased with increasing Soluplus® load. Thus, the best properties were seen in the tadalafil ASDs loaded with 90% of Soluplus®. These results correlated well with the results recorded in vivo. Pharmacokinetic studies on bioavailability demonstrated the beneficial effect of tadalafil amorphization using the high-energy ball milling process. In a rat model, the relative bioavailability of tadalafil was 128% for amorphous tadalafil and 289% for ASDs in Soluplus®. The rapid absorption of tadalafil was accompanied by a slower elimination process. The concentration of tadalafil in the rat plasma was quantifiable even after 24 h in a single oral dose.
Since the dissolution rate of the matrices prepared using Soluplus® can be slowed by a viscous hydrogel layer that is formed on the surface of its particles, the drug release rate from hot-melt extrudates or tablets formed based on ASDs loaded with Soluplus® may be significantly reduced.43, 49 Therefore, grinding, freeze drying, or the incorporation of additional surfactants or inorganic salts into the matrix of hot-melt-extruded solid solutions can help overcome this drawback and, in the end, improve the drug release rate more effectively.
Amorphous solid dispersions were designed for valsartan (Tm = 97°C–107°C) when 70% of Soluplus® was combined with 10% of D-α-tocopherol PEG 1000 succinate (TPGS).50 The drug load was 30%. The PM was hot-melt-extruded at the following gradient of temperatures distributed across 6 heating zones (80–80–90–90–100–100°C) using a twin-screw extruder. After 30 min, approx. 60% of the crude valsartan was dissolved in a phosphate buffer with a pH of 6.8. When the ASDs were examined, drug release was completed in 15 min. The analysis of the plasma concentration-time profiles recorded for these ASDs showed a significant increase in AUC. It was revealed that the AUC value calculated for TPGS-loaded ASDs was almost 2 times higher than that of typical solid dispersions that do not contain this surfactant, and more than 5-fold higher than the crude drug.
Soluplus® combined with a second surfactant poloxamer (Lutrol F® 68) enabled the production of 3D-printed tablets (printlets) with high mechanical resistance and controlled release of dutasteride (Tm = 242°C–250°C) in a single-step 3D printing process.30 The hot-melt pneumatic dispenser was used to directly eject the melted powder into the printing nozzle using compressed air. Thus, the preparation of filaments before 3D printing was not necessary. The extrusion temperature was set at 160°C. Each tablet contained the same volume ratio of dutasteride, Lutrol F® 68 and Soluplus®, which was 1:10:89, respectively. The dimensions of these printlets were 5 × 2 mm. The travel speed was 40 mm/s and the extrusion speed was 20 mm/s. The process was carried out under a pressure of 500 kPa. The temperature of the printing bed was 40°C. The diffractograms showed that after such co-processing, the crystalline dutasteride was amorphized and dispersed in the polymer bed at the molecular level. The drug release curves recorded at a pH of 6.8 with 1% of sodium lauryl sulfate (SLS) showed a significant increase in the percentage of dutasteride released from the printlets compared to tablets prepared by direct compression using the same PM in a laboratory single-punch tablet press. The authors also showed the suitability of copovidone, hydroxypropylcellulose (HPC) and Eudragit EPO in the formulation of tablets using single-step 3D printing. However, the proper selection of the matrix-forming polymer was crucial to control dutasteride release. When copovidone was used, immediate drug release was observed, but when HPC or Eudragit EPO was used, dutasteride was released in a controlled-release way. The performance of 3D-printed tablets made of copovidone or HPC prevailed over that of directly compressed tablets in the gastric environment. Different properties were found in tablets prepared using Eudragit EPO as a matrix-forming polymer. Their release profiles were similar regardless of technology.
Interestingly, the application of Soluplus® enabled the preparation of porous ASDs with carvedilol by freeze drying, which served as a semi-product in the final production of orodispersible tablets (ODT).51 These solid dispersions (1:10) were compacted with 3 directly compressed excipient systems, namely Pearlitol® Flash (Roquette, Lestrem, France), Pharmaburst® (SPI Polyols, Inc., Newcastle, USA), or Ludiflash® (BASF, Ludwigshafen, Germany). The 200-mg tablets measuring 10 mm in diameter were loaded with 6.25 mg of carvedilol in the form of the solid dispersion. The compression force was adjusted to form tablets with a hardness equal to 4 ±0.5 kg. The immediate release of carvedilol was shown in tablets made of Pharmaburst® or Pearlitol® Flash. Their disintegration time was shorter than 1 min. In contrast, the disintegration time of tablets prepared with Ludiflash® was longer than 3 min, which could explain their sustained carvedilol release.
Several attempts have been made to create ASDs loaded with poorly soluble active ingredients of plant origin using Soluplus® as a carrier.52, 53 Chowdhury et al. described the properties of complex ASDs loaded with 2 active ingredients that acted synergistically.53 In this study, citrate of tamoxifen (Tm = 144°C) and resveratrol (Tm = 266°C) were combined in a 1:5 weight ratio. In addition to Soluplus®, 2 plasticizers, Cremophor RH 40 and Poloxamer 188, were applied to form the matrix. The proportion of drug, polymer and plasticizer was 1:9:1. A solid dispersion in the form of a thin film was prepared using a twin-screw hot-melt extruder. Despite using plasticizers, the extrusion was performed at a very high temperature (250°C). The rotational screw speed was set at 50 rpm and the co-extrusion time was 3–5 min. After co-processing, the films were cooled and pulverized. After 24 h of dissolution studies, the percentage of tamoxifen released increased from 30% to 91% and from 9% to 37% in the gastric and intestinal environment, respectively. In terms of the amount of resveratrol released, even better results were obtained, especially in the intestinal environment. The percentage of resveratrol released increased from 7% to 60% and from 11% to 95% at a pH of 1.2 and 6.8, respectively.
Importantly, in vivo studies showed that the oral bioavailability of tamoxifen from this solid dispersion was significantly higher than that of the aqueous suspension of the drug. Furthermore, based on in vitro cytotoxicity studies performed using the human breast cancer cell line (MCF7), the synergy between tamoxifen and resveratrol was observed. All in all, this research study revealed that tamoxifen citrate co-processed with resveratrol in a solid dispersion system may considerably enhance the sensitivity of cancer cells to these active ingredients. This effect was most pronounced as the concentration of resveratrol was increased resulting in greater than a 3-fold decrease in the value of IC50 compared to tamoxifen alone.
Conclusions
Both Soluplus® and Kollidon® VA 64 can be used in solvent- and melt-based methods to successfully produce ASDs. These polymers used as matrix-forming excipients are able to stabilize the amorphous drug and prevent recrystallization during storage. Their solubilizing effects translated into enhanced solubility and dissolution rates of poorly soluble drugs in vitro, which may result in a much higher bioavailability after oral administration in vivo. Such ASDs can be placed in hard gelatin capsules or can be compacted to form tablets of either immediate or controlled drug release. Importantly, they can be used to produce modern dosage forms, such as 3D-printed tablets or ODT.
To sum up, the choice between these polymers depends on drug properties, available equipment and preferable characteristics of the final dosage form.